Step 1 - I figured now was a good time to clean the rusty parts to get some resemblence to an engine. So with the help of my ‘BBQ’ (a 44 gallon drum cut in half) as my blasting stand, and my small handheld sandblasting gun, I had the parts looking as good as new in no time.
Step 2 - With the firebox, there was not a great deal of work to do - it really only needed machining to square up the top and bottom of the firebox.
Step 3 - The firebox was now ready to fit, so four holes were drilled and tapped in the main bed plate to hold the box in place.
Step 4 - Most of the work for the firebox door had to be done by hand, using files, with very little machining needed. Once I had the door fitted correctly it was just a matter of drilling the holes for the brass hinge pin.
Step 5 - Here, the firebox and door are mounted to the main plate, using four ¼” brass rods to hold the firebox in place.
Step 6 - Starting the hot cylinder - this is a thin cylinder made from stainless steel and silver soldered together. While the stainless steel parts did silver solder together, I was not very happy with the results, but decided to leave them for the time being and see how the engine runs. This part also differs in shape from the original engine and may be replaced once I’m able to have a closer look at an original engine, (and depending on how my engine runs).
Step 7 - The mounting plate of the cylinder was made from a piece of 8mm thick flat steel - the first step was to bore a hole in the centre of the plate, which was done in the lathe using a 4-jaw chuck. Once I had the hole in the centre I could then grab it with the 3-jaw chuck, hold it by the hole in the centre, and turn the outside of the plate round.
Step 8 - It was then a matter of setting it up in the milling machine and drilling the eight mounting holes. Once the plate was all drilled, it was silver-soldered onto the top end of the hot cylinder. The cylinder was then set up in the lathe and both sides of the mounting plate were turned square to the cylinder.
Step 9 - Once the cylinder sleeve was bored close to size, I turned a piece of aluminium to fit the bore of the sleeve. I then used this to hold one end of the sleeve and the large centre at the other end, so I could turn the outside diameter of the sleeve. I did it this way as I only had enough material for the length of the sleeve. I did not want to hold it with the chuck internally as I did not want to risk distorting the cylinder.
Step 10 - With the sleeve turned to size, the next step was to make a timber lap, so I could lap the bore of the sleeve. To do this I glued two pieces of hardwood together (only at the ends), which I then set up in the lathe with a very crude tool rest and used some woodturning tools to turn the block of wood to the correct size.
Step 11 - Now with the wood turned to size, I could hammer a wedge into the groove I had cut into the middle of the two boards, before gluing them together - this is why the boards were only glued at the ends, so they could spread evenly. Now with some valve grinding paste on the timber lap, it was just a matter of turning the lathe on and slowly moving the sleeve along the length of the lap.
Step 12 - After about four hours, lots of valve grinding paste, and some cutting oil, I ended up with one hell of a mess. While I did have to clean this up, I did end up with an extremely good finish in the bore. This is very important to how the engine will run, as there are no seals on the piston that runs in this bore.
Step 13 - With the sleeve completed, I decided to make the power piston, which was turned from aluminium. While this looks like a very straightforward part to machine, some of the angles and features on the internal surface required hand-ground, high-speed tooling.
Step 14 - The outside of the power piston was quite difficult to get a good finish on, due to the harmonics between the tool and the work piece. I tried all the normal tricks of changing the speed and feed of the lathe. In the end, I found that all it took was a rubber sanding block rolled up and stuffed inside the piston.
Step 15 - The 3-jaw chuck on the lathe would not go small enough to hold the inside of the piston, so I used a smaller 3-jaw chuck which was held in the larger 3-jaw chuck to enable the piston to be held from the inside. This was only used with some very fine wet and dry sandpaper to polish the outside of the piston. The finish on the piston has to be extremely fine and the fit of the piston in the bore has to be just right. I ended up with a fit where I could sit the sleeve on my hand and then install the piston in the sleeve and the piston would not slide down the sleeve until I lifted the sleeve off my hand to let the air out.
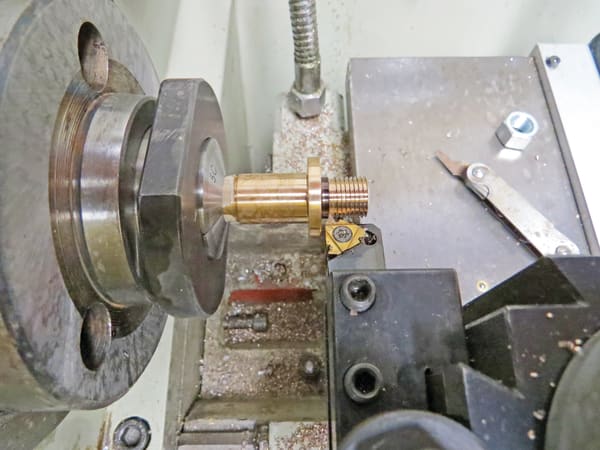
Step 16 - Now was the time to start on the centre piece for the power piston. This part is a bronze casting that was terribly out-of-shape. I started turning this part in the 3-jaw chuck and it was only once I started to get some true clean surfaces that it dawned on me how out-of-shape this part was.
Step 18 - I decided the easiest way to turn the part was to cut the two ears off for the connecting rods. Once I had these cut off, I could easily turn the centre portion of this part to shape with a hand-ground, high-speed tool bit.
Step 19 - With the top half of the part turned to shape, the part was turned around and held in a collet in the lathe. I could then finish turning the lower part and cut the thread as needed.
Step 20 - With all the lathe work done, it was then over to the mill to machine two flats so I could replace the ears on the part. This was done with a square 5C collet block. Once I had the first side set up and machined, it was just a matter of turning the block over in the vice to machine the other side 180º to the first one.
Step 21 - I then machined two small bronze bushes and soft-soldered them to the centre portion that I machined in the previous step.
Step 22 - It has been a long fiddly road to get to this stage with the cylinder piston and centre piece, but I think it was well worth all the effort.
Top Stories
To read the full story, subscribe to The Old Machinery Magazine.